Strategi Tata Letak (Layout Decisions)

Tata letak adalah keputusan penting yang menentukan efisiensi operasional secara jangka panjang. Tata letak berdampak strategis dalam hal kapasitas, proses, fleksibilitas, biaya, kualitas lingkungan kerja, kontrak dengan pelanggan, dan citra perusahaan.
Tata letak yang efektif dapat menunjang strategi perusahaan apakah itu diferensiasi, biaya rendah atau respons yang cepat dan dapat memfasilitasi terjadinya aliran bahan, manusia, dan informasi di dalam suatu wilayah atau antarwilayah.
Setiap keputusan tata letak harus mempertimbangkan 5 lima hal berikut;
- Utilisasi Ruang, peralatan, dan orang yang lebih tinggi.
- Aliran Informasi, barang, atau orang yang lebih baik.
- Moral karyawan yang lebih baik, juga kondisi lingkungan kerja yang lebih aman.
- Interaksi dengan pelanggan/klien yang lebih baik.
- Fleksibilitas.
Terdapat jenis-jenis tata letak, berikut adalah penjelasannya.
- Tata Letak Kantor (Office layout)
Office layout mengelompokkan pekerja, perlengkapan pekerja, dan ruang dengan mempertimbangkan kenyamanan, keamanan, dan pergerakan informasi.
Pertimbangan tata letak ini umumnya berkaitan dengan kondisi kerja, kerja sama tim, otoritas, status, pemilihan kantor terbuka atau tertutup, kabinet arsip tinggi atau rendah, apakah karyawan menggunakan pintu masuk, toilet ruang penyimpanan, kafeteria yang sama?
Tata letak kantor dapat menggunakan perangkat diagram hubungan dalam penggunaanya. (Relationship chart)

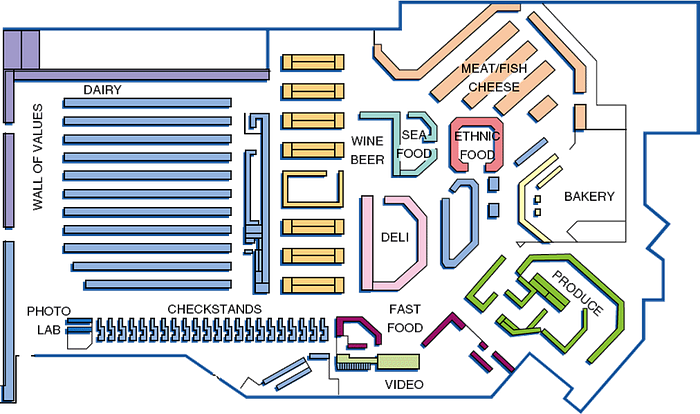
2. Tata Letak Toko Eceran (Retail Layout)
Tata letak ini didasarkan pada ide bahwa penjualan dan keuntungan bervariasi kepada produk yang menarik perhatian konsumen. Jadi tujuan utama retail layout adalah memaksimalkan keuntungan luas lantai kaki per persegi.
Tata letak ini terdapat keunikan yaitu slotting fees atau biaya penempatan yaitu biaya yang dibayar oleh produsen supaya produknya diletakkan di rak di rantai toko eceran atau supermarket.
Berikut adalah 5 ide yang biasa digunakan dalam tata letak toko eceran;
- Tempatkan barang-barang yang sering dibeli oleh pelanggan di sekitar batas luar toko.
- Gunakan lokasi strategis untuk barang-barang yang menarik dan memiliki keuntungan besar.
- Distribusikan produk-produk andalan yang menjadi alasan konsumen datang di kedua sisi lorong.
- Gunakan lokasi di ujung lorong karena memiliki eksposur yang tinggi.
- Sampaikan misi toko dengan memilih posisi bagian yang akan menjadi perhentian pertama konsumen.
3. Tata Letak Gudang dan Penyimpanan (Warehouse Layout)
Warehouse layout bertujuan untuk menemukan titik optimal antara biaya penanganan bahan dan biaya-biaya yang berkaitan dengan luas ruang dalam gudang. Konsekuensinya yaitu memaksimalkan penggunaan setiap “kotak” dalam gudang (yaitu memanfaatkan kapasitas secara penuh dengan biaya perawatan material rendah).
Biaya penanganan bahan adalah biaya-biaya yang berkaitan dengan tranportasi barang masuk, penyimpanan, dan transportasi bahan yang keluar untuk dimasukkan dalam gudang. Biaya-biaya ini meliputi peralatan, orang, bahan, biaya pengawasan, asuransi, dan penyusutan. Tata letak gudang yang efektif juga meminimalkan kerusakan material dalam gudang.
Manajemen gudang modern saat ini menggunakan prosedur otomatis yang memanfaatkan Automated Storage and Retrieval Systems (ASRSs) yang dapat meningkatkan produktifitas gudang sebesar 500%.
Tata letak gudang memiliki fasilitas penerimaan dan pengiriman yang biasa disebut dengan dok.
Cross Docking bertujuan untuk menghindari penempatan bahan atau barang-barang dalam gudang dengan langsung memproses mereka saat diterima untuk pengiriman.
Cross docking membutuhkan penjadwalan yang akurat, dan identifikasi produk yang datang entah itu menggunakan bar code atau RFID

Random Stocking digunakan dalan proses pergudangan untuk menemukan lokasi barang jika terdapat lokasi yang tersedia. Umumnya mengunakan Automatic identification Systems (AISs).
Sistem random stocking yang terkomputasi meliputi;
- Membuat daftar lokasi “terbuka” atau yang tersedia
- Membuat catatan persediaan sekarang secar akurat dan juga lokasinya.
- Mengurutkan baran-barang dalam urutan tertentu untuk meminimalkan waktu perjalnan yang dibutuhkan untuk “mengambil” pesanan.
- Menggabungkan pesanan untuk sekumpulan barang tertentu, seperti barang-barang yang sering digunakan.
Customizing adalah penggunaan penggudangan untuk menambah nilai barang melalui modifikasi, perbaikan, pelabelan, dan pengemasan komponen.
Customizing adalah cara yang baik menghasilkan keunggulan bersaing pada pasar yang dinamis. Contoh gudang yang dapat digunakan komponen komputer dipasang, software dimuat, perbaikan dan label dan pengemasan yang terkostumisasi.
4. Tata Letak dengan Posisi Tetap (Fixed Position Layout)
Tata letak ini, proyek tetap berada di satu tempat, sementara para pekerja dan peralatan datang ke tempat tersebut.
Contoh jenis proyek seperti ini adalah proyek pembuatan kapal, jalan raya, jembatan, rumah dan meja operasi di ruang operasi rumah sakit.

5. Tata Letak Berorientasi Proses (Process Oriented Layout)
Process-oriented layout dapat menangani beragam barang atau jasa secara bersamaan. Tata letak yang berorientasi pada proses biasanya memiliki strategi volume rendah dengan variasi tinggi.
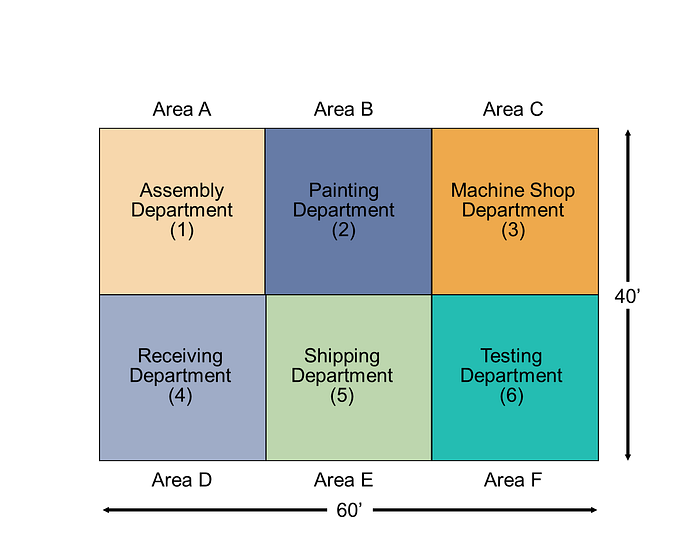
Dimensi gedung sebelum
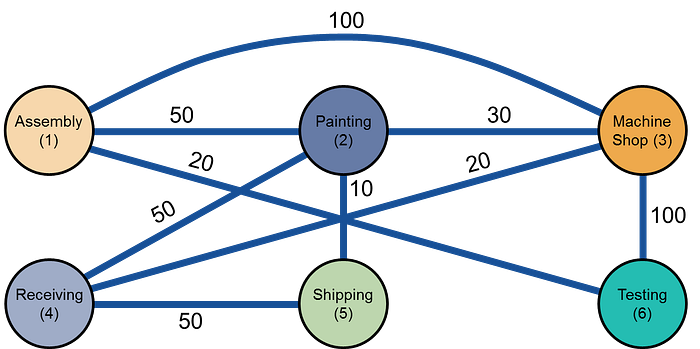
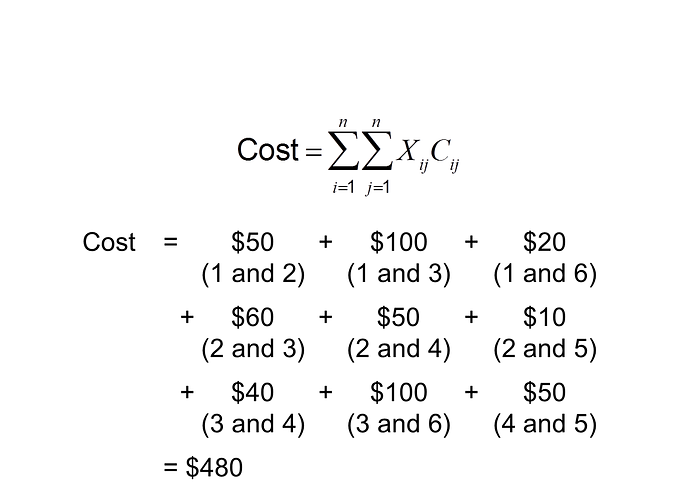
Grafik aliran antardepartemen sebelum
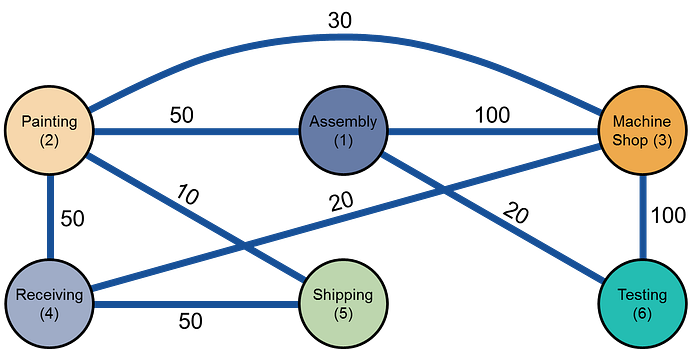
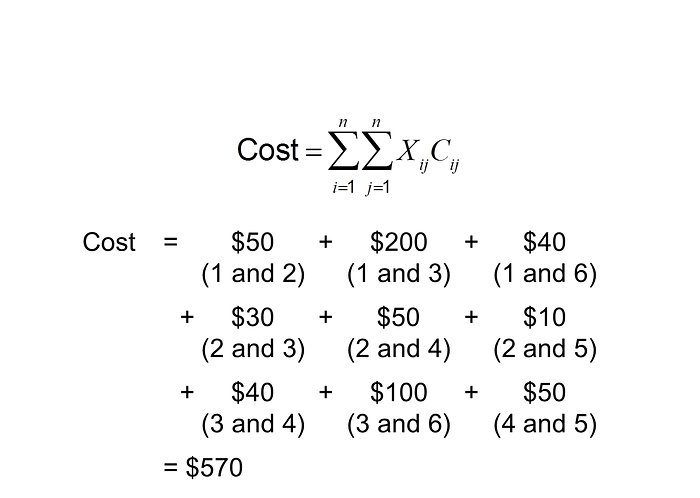
Metode trial and error untuk memperbaiki tata letak
Grafik aliran antardepartemen setelah
Ditemukan dengan menukar departemen 1 dan 2
Menghemat sebanyak $90
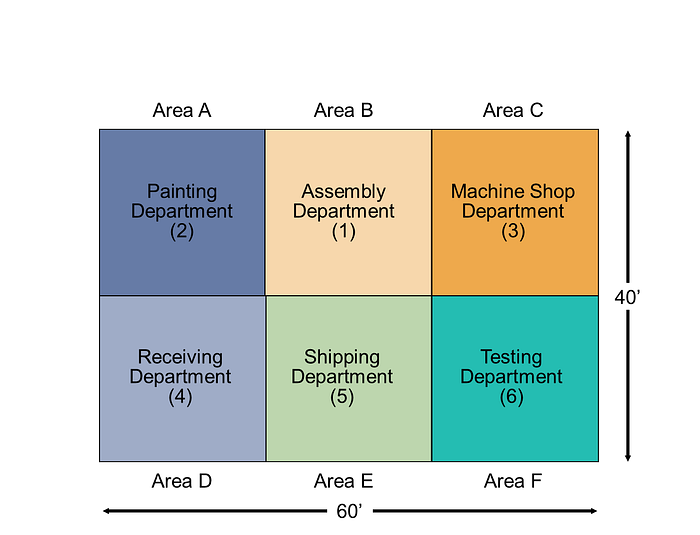
Dimensi gedung setelah
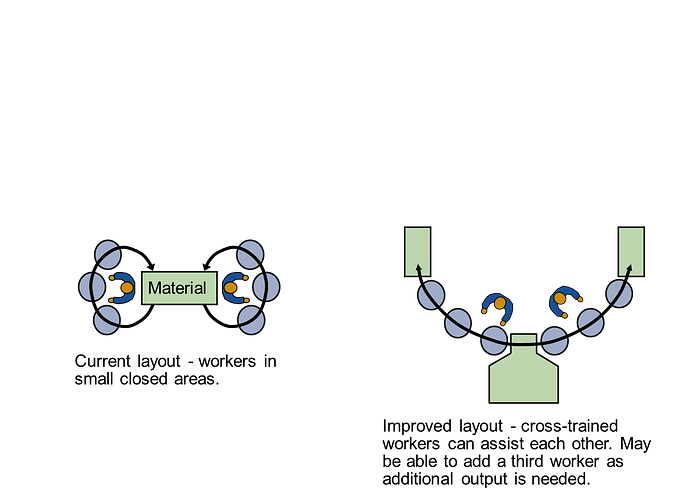
6. Tata Letak Sel Kerja (Work Cell)
Work cell bertujuan untuk mengorganisasikan orang dan mesin yang biasanya tersebar pada departemen proses yang beragam sehingga mereka dapat memusatkan perhatian dalam membuat satu produk atau sekumpulan produk yang saling berkaitan. Oleh karena itu, sel kerja dibangun di sekitar produk.
Berikut adalah keunggulan sel kerja;
- Mengurangi persediaan bahan setengah jadi
- Ruang yang dibutuhkan lebih sedikit
- Mengurangi persediaan bahan baku dan barang jadi
- Mengurangi biaya tenaga kerja langsung
- Mengurangi modal pada mesin dan peralatan
- Meningkatkan utilisasi peralatan dan mesin
- Mengurangi modal pada mesin dan peralatan.
Syarat Sel Kerja
- Identifikasi keluarga produk kerap menggunakan kode teknologi kelompok atau sejenisnya.
- Tingkat pelatihan dan fleksibilitas pekerja yang tinggi.
- Sel kerja dibangun pertama kali oleh dukungan karyawan yang fleksibel dan imajinatif
- Pengujian (poka-yoke) terdapat pada setiap stasiun dalam sel.

7. Tata Letak Berorientasi Produk
Tata letak yang berorientasi produk disusun di sekeliling produk atau keluarga produk yang sama yang bervolume tinggi dan bervariasi rendah.
Berikut asumsi yang digunakan adalah:
- Volume yang ada mencukupi untuk utilisasi peralatan yang tinggi.
- Permintaan produk cukup stabil untuk memberikan kepastian akan penanaman modal yang besar untuk peralatan khusus.
- Produk distandarisasi atau mendekati sebuah fase dalam siklus hidupnya, yang memberikan penilaian adanya penanaman modal pada peralatan khusus.
- Pasokan bahan baku dan komponen mencukupi dan mempunyai kualitas yang seragam (cukup terstandarisasi) untuk memastikan bahwa mereka dapat dikerjakan dengan peralatan khusus tersebut.
Terdapat 2 dua jenis tata letak yang berorientasi pada produk, yaitu lini pabrikasi dan perakitan.
Lini pabrikasi (fabrication line) membuat komponen seperti ban mobil dan komponen logam sebuah kulkas pada beberapa mesin.
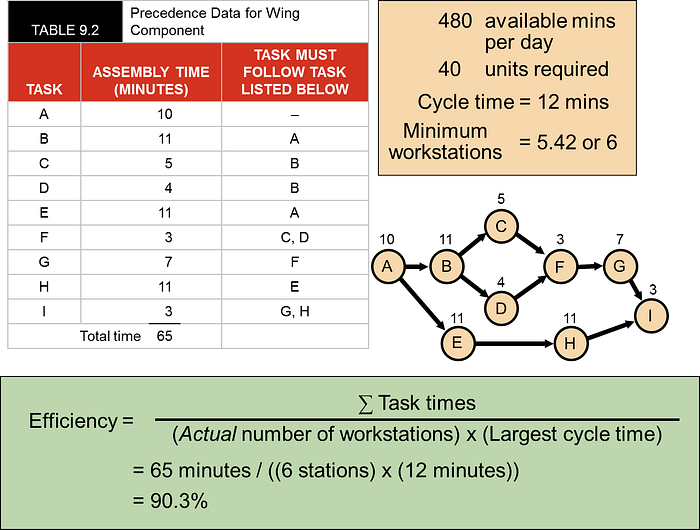
Lini perakitan (assembly line) meletakan komponen yang dipabrikasi secara bersamaan pada sekumpulan stasiun kerja.
Kedua lini adalah proses yang berulang. Lini ini harus “seimbang” maksudnya waktu yang dihabiskan untuk mengerjakan suatu pekerjaan harus sama atau seimbang dengan waktu yang dihabiskan untuk mengerjakan pekerjaan pada mesin berikutnya pada lini pabrikasi, sebagaimana waktu yang dihabiskan pada satu stasiun kerja oleh seoarang pekerja di lini perakitan harus “seimbang” dengan waktu yang dihabiskan pada stasiun kerja berikutnya yang dikerjakan oleh pekerja berikutnya.
Keuntungan utama dari tata letak yang berorientasi pada produk adalah:
- Rendahnya biaya variabel per unit yang biasanya dikaitkan dengan produk yang terstandarisasi dan bervolume tinggi.
- Biaya penanganan bahan yang rendah.
- Mengurangi persediaan barang setengah jadi.
- Proses pelatihan dan pengawasan yang lebih mudah.
- Hasil keluaran produksi yang lebih cepat.
Kelemahan tata letak yang berorientasi pada produk adalah:
- Dibutuhkan volume yang tinggi, karena modal yang diperlukan untuk menjalankan proses cukup besar.
- Adanya pekerjaan yang harus berhenti pada setiap titik mengakibatkan seluruh operasi pada lini yang sama juga terganggu.
- Fleksibilitas yang ada kurang saat menangani beragam produk atau tingkat produksi yang berbeda.
Sumber:
Heizer, Jay dan Render, Barry. 2009. Manajemen Operasi Edisi 9 Buku 1. Jakarta: Salemba Empat
